- Home
-

- Case Studies
-
- Services
-
- Afloat ship repairs
-
- Afloat ship repair

Afloat ship repair




















Ship Repairs with Dry welders and Welders-Divers
Accidents seem to happen at the most inconvenient times, even during Lock down due to Coronavirus, so it is important to know who to turn to when they happen. When a 290m long Tanker ended up with 4 holes at the hull, the owner turned to DIVING STATUS for a permanent repair with Dry welders inside the tanks and Divers-welders from the sea side.
Damage Assessment
The Diving opeartion started with the performance of an initial evaluation of the damage. The damage proved to be severe, preventing the vessel from sailing to its destination. Since the vessel was loaded, dry-docking was out of the question. The repairs needed to be performed with the vessel afloat.
The initial underwater inspection revealed 1 hole at the side shell (approx. 400 × 400 mm) and 3 holes at the double bottom shell (approx. 400 × 400 mm each).
After the damage assessment DIVING STATUS’ technical department developed a detailed repair procedure that was submitted and agreed by all parties, suggesting a no condition once the repair was completed.
Engineering, and Building the Cofferdam
Two teams attended the vessel (Dry repair Team & Wet Repair Team). The Dry Repair team consisted of Dry welders and engineers for the repairs inside the water ballast tanks and double bottom tanks. The Wet Repair Team consisted of divers-welders and engineers for the repairs from the sea side.
To allow the repair work to be performed under dry conditions, 4 different cofferdams were engineered by DIVING STATUS. The area covered by the cofferdams needed to be large enough to cover the deformation in the hull caused by the impact. Based on information and sketches provided by the divers, the cofferdams were modeled to meet the required size and safe working load at 10 m depth.
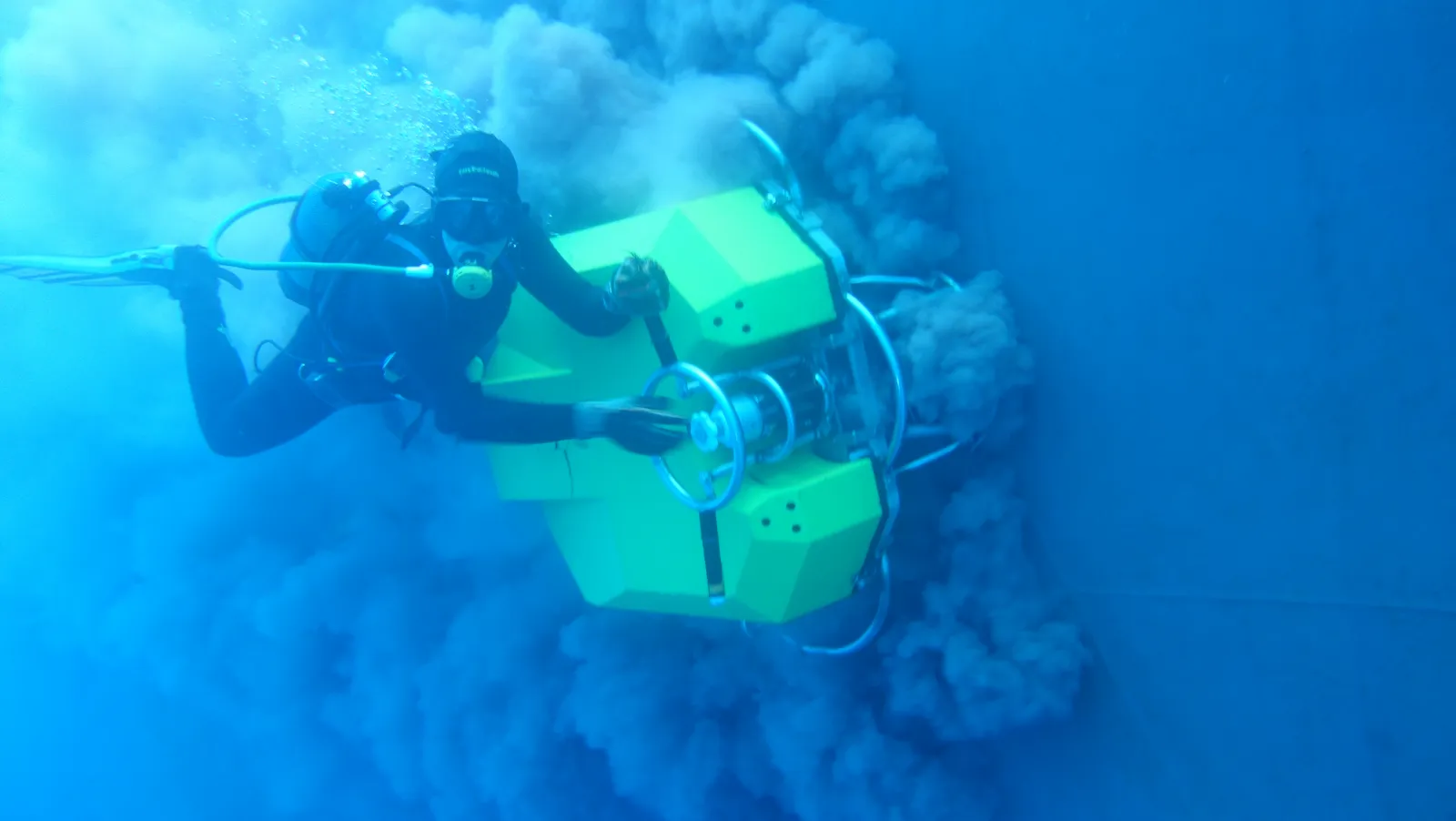
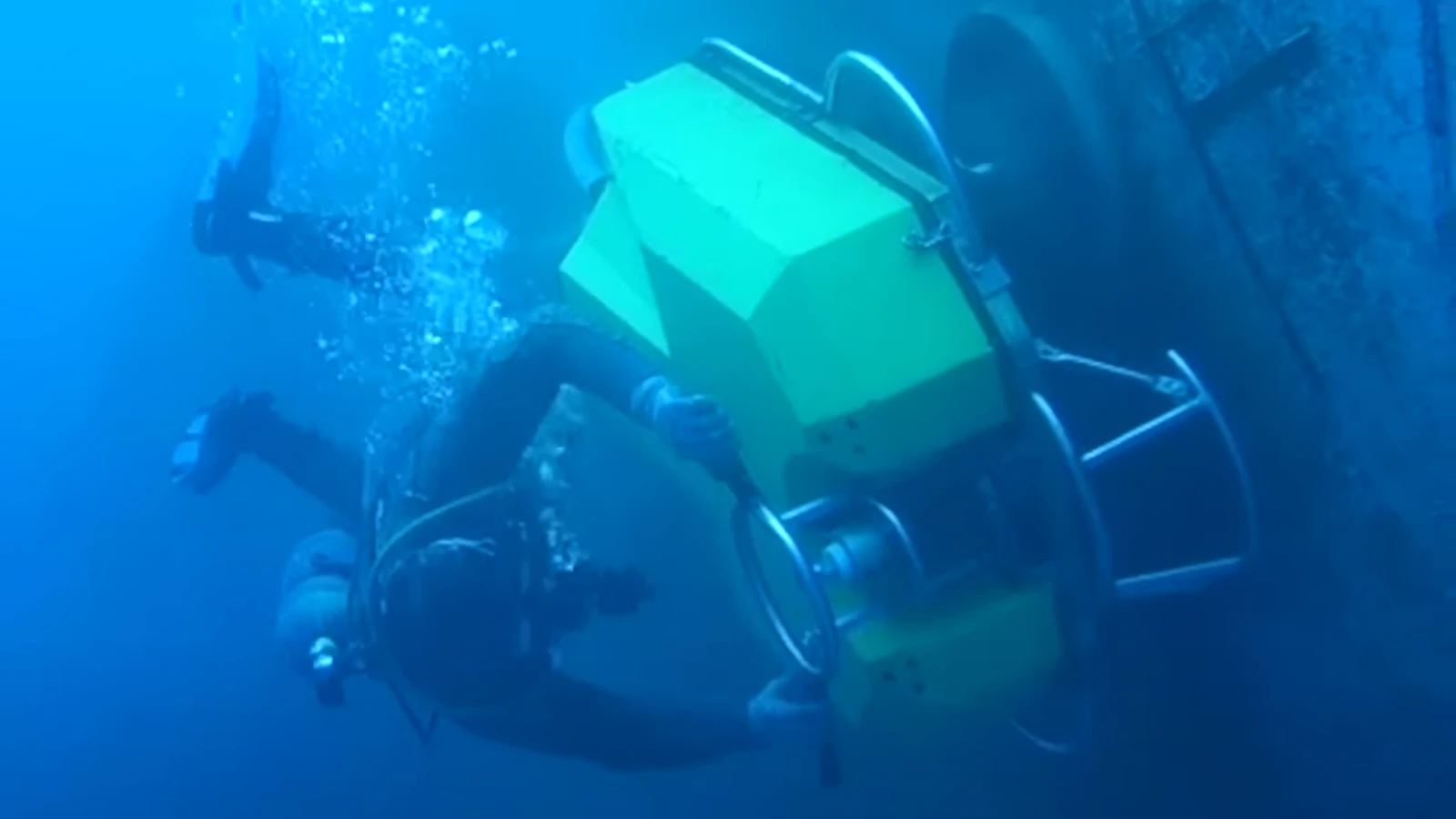
Installing the Cofferdams
The cofferdams were fitted with a closed-cell foam gasket material around the outer perimeter. They were centered and installed over the holes, overlapping the weld zone for 200 mm, in order to shield the welding area and heat affected zone. Weld fixtures were wet welded to the ship hull by diver-welders to hold the cofferdam in place. After the installation, the cofferdams were checked for leaks prior to cutting and welding work to be performed from the inside.
Preparing the Insert Plates
To allow unrestricted access for removal of the damaged hull sections and installation of the new insert plates, frames needed to be cropped and/or temporarily removed. The welds between the web frames and hull were carefully removed by gouging the weld.
The damaged sections of the hull plating were removed by oxy-fuel cutting. The edges of the cut areas (future weld joint) were ground smooth and beveled.
In the area of the damages, the hull is constructed from 32mm thick steel AH36. Thus, the insert plates, fabricated from the similar class-approved steel. The insert plates were cut to size, prepared for welding with bevel and customized ceramic backing strips around the peripheral edge of the insert. Also, one plate was constructed with a plug in the middle as the damaged area had.
Installing the New Shell Plating
After preparation of the weld joint, the insert plates were pulled tight against the outside of the shell plating with a consistent root opening. The plates were secured in place with weld fixtures.
After welding was completed, visual and ultrasound inspection was performed on the weld between the insert plates and hull plating. The weld did not reveal rejectable indications.
All temporary removed frames were reinstalled with weld sizes matching the original weld sizes.
Removing the Cofferdam
After welding was completed, the welds passed nondestructive (NDT) testing with success. Any installation aids for the cofferdams were removed and any weld metal remaining on the hull was ground flush.
Welding Underwater Wet Welding
Underwater wet welding was performed to fill the cap of the welds from the sea side. All underwater wet welding was based on AWS D3.6:2017 underwater welding code, employing the wet shielded metal arc welding process with Nautilus electrodes. All welds were executed as multilayer groove welds in positions PG – Vertical, PC Horizontal and PE Overhead.
Corrosion Protection
An underwater epoxy coating, was applied over the welds, areas adjacent to the welds, and areas where the corrosion protection had been removed or burned off during welding. This assisted in the protection and reduction of metal wastage in those areas due to immersion in saltwater by providing a permanent anticorrosive protection. Preparation of the coating of the internal paint system was performed by the vessel’s crew.
DIVING STATUS can provide a very cost effective and fast solution, without the off-hire period and costs in case of dry docking.